















Dies ist eine praktische, auf die Industrie ausgerichtete Einführung in Rundlochbleche aus EdelstahlWarum runde Löcher das gängigste Muster sind, wie sich typische nichtrostende Stähle der Güteklassen 304 und 316 verhalten, welche globalen Abmessungen und Spezifikationen Käufer sehen, sowie Auswahltipps für Filtrations-, Architektur- und Strukturanwendungen.
Schnelle Übersicht
Rundloch Lochbleche sind flache Bleche mit regelmäßig angeordneten runden Öffnungen. Sie werden häufig verwendet, weil die runde Geometrie einfach zu stanzen, strukturell effizient und optisch neutral ist - was dieses Muster zur ersten Wahl bei Filtern, Akustikplatten, Fassadenverkleidungen, Maschinenschutzvorrichtungen und vielen industriellen Anwendungen macht.
Die wichtigsten Vorteile auf einen Blick
- Kostengünstige Produktion (einfache Werkzeuge und hohe Stanzraten)
- Vorhersehbare offene Fläche und Fließeigenschaften
- Gute Kombination von Festigkeit und Transparenz (Entwässerung, Licht, Luft)
- Saubere, neutrale Ästhetik für den Einsatz in der Architektur

Perforierte Bleche mit Rundlöchern
Kundenspezifische Lochbleche mit präzisen Lochmustern aus verschiedenen Materialien: Edelstahl, Aluminium, verzinkter Stahl, Kohlenstoffstahl, Kupfer, Messing und Kunststoff. Langlebig und korrosionsbeständig.
Perfekt für architektonische Abschirmungen, Maschinenverkleidungen, Akustikplatten und dekorative Elemente. Werksdirektpreise mit Schneide-/Biegeservice. Fordern Sie noch heute ein Angebot oder Muster an.
Warum runde Löcher den Markt dominieren
Runde Löcher sind aus mehreren praktischen Gründen die am häufigsten verwendete Perforation:
- Effizienz in der Fertigung - Runde Stempel und Matrizen verschleißen gleichmäßig und sind leicht zu warten. Hohe Pressgeschwindigkeiten und lange Werkzeugstandzeiten senken die Stückkosten im Vergleich zu komplexen Formen.
- Stärke und Materialeinsparung - Runde Löcher schonen das umgebende Metall (keine scharfen Ecken, in denen sich die Spannung konzentriert), so dass runde Löcher bei einer gegebenen offenen Fläche oft dünneres Material oder größere Spannweiten ermöglichen.
- Gleichmäßiger Durchfluss und Filtration - Kreisförmige Öffnungen sorgen für ein gleichmäßiges Fließverhalten und einen vorhersehbaren Partikeldurchgang bei vielen Filtrations- und Siebaufgaben.
- Ästhetik und Skalierbarkeit - Runde Muster skalieren sauber über verschiedene Größen und Anordnungen (versetzt oder gerade), wodurch sie sich für fugenlose Verkleidungen und dekorative Paneele eignen.
- Vielseitigkeit - Arbeitet mit verschiedenen Blechen, Stärken und Oberflächen; lässt sich leicht mit sekundären Arbeitsgängen (Biegen, Schweißen, Polieren) kombinieren.
Gängige Edelstahlsorten: 304 vs. 316 (was zu wählen ist und warum)
Für gelochte Bleche decken 304 und 316 die meisten Anforderungen ab. Nachstehend finden Sie einen kurzen Vergleich in einfacher Sprache.
304 (A2)
- Besondere Merkmale der Zusammensetzung: ~18% Cr, ~8% Ni.
- Korrosionsbeständigkeit: Ausgezeichnet in normaler Atmosphäre, in Innenräumen und in leicht korrosiven Außenbereichen.
- Festigkeit: Gute Umformbarkeit und Schweißbarkeit.
- Typische Anwendungen: Allgemeine architektonische Paneele, Innenwände, HVAC, Maschinenschutz, Lichtfilterung.
- Kosten: Niedriger als 316.
316 (A4, oft "Marinequalität")
- Besondere Merkmale der Zusammensetzung: ~16-18% Cr, ~10-14% Ni, plus Mo (~2-3%) für erhöhte Lochfraßbeständigkeit.
- Korrosionsbeständigkeit: Überragend in Chlorid-/Meer-/Chemieumgebungen; widersteht Lochfraß und Spaltkorrosion besser als 304.
- Festigkeit und Verarbeitung: Etwas weniger leicht verformbar als 304, aber immer noch sehr gut verarbeitbar; lässt sich bei richtiger Vorgehensweise gut schweißen.
- Typische Anwendungen: Küstenarchitektur, Schiffsausrüstung, Chemieanlagen, Lebensmittelverarbeitung in der Nähe von Salz oder Halogenen.
- Kosten: Höher als 304 (Zuschlag für Korrosionsbeständigkeit).
Faustregel für die Auswahl
- Wenn das Teil Salz, Meeresspray, Chloridreinigung oder aggressiven Chemikalien ausgesetzt ist → 316 wählen.
- Für allgemeine Anwendungen im Innen- und Außenbereich ohne starke Chloridbelastung ist → 304 normalerweise ausreichend und wirtschaftlicher.
Globale Spezifikationen und gängige Größen (was Käufer erwarten)
Die Spezifikationen für Lochbleche variieren je nach Markt, aber viele Käufer werden die gleichen Standardbeschreibungen finden. Nachstehend finden Sie die Begriffe und typischen Bereiche.
Grundmaterial/Sorte
- "Edelstahl 304 / 304L" oder "Edelstahl 316 / 316L"
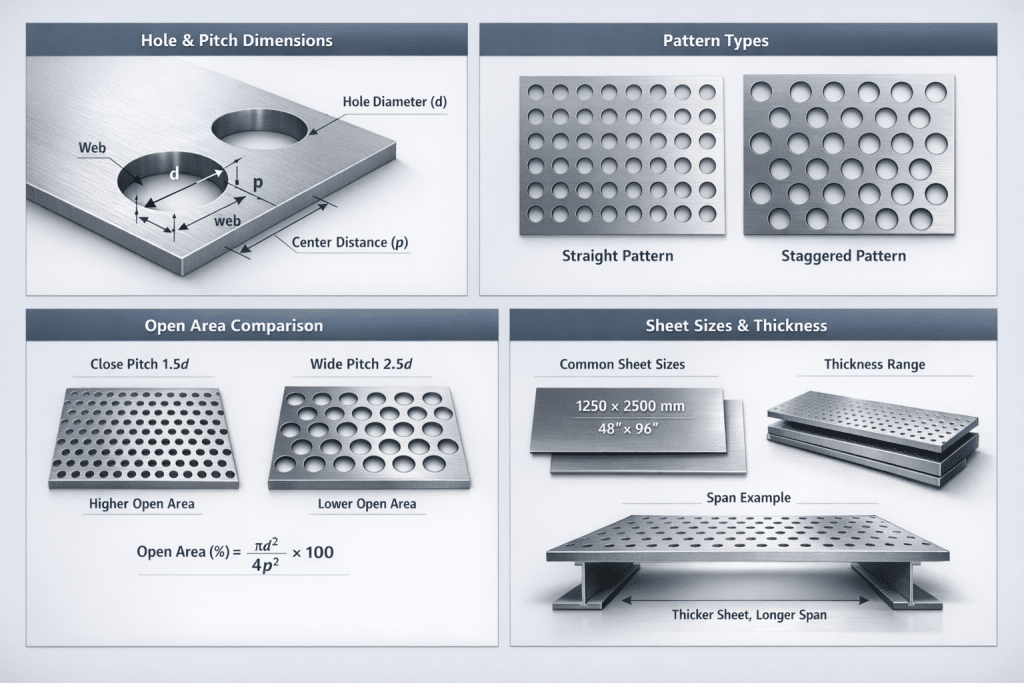
Blattgröße (gemeinsame Nenngröße)
- Metrisch: 1220 × 2440 mm, 1250 × 2500 mm
- Imperial: 48″ × 96″ (4′ × 8′) - in den Listen der Lieferanten sind weniger genaue Abmessungen angegeben.
(Kundenspezifische Größen und Zuschnitte verfügbar; viele Anbieter schneiden auf die endgültige Größe zu)
Dicke (Dicke / mm)
- Dünn: 0,5 mm - 1,0 mm (leicht dekorativ, akustisch hinterlegt)
- Medium: 1,2 mm - 3,0 mm (allgemeine Platten, Filter, Schutzvorrichtungen)
- Schwer: 3 mm - 10+ mm (strukturelle, schwere Filtration, tragende Laufflächen)
(Die Wahl der Dicke hängt von der Spannweite, der Belastung und der Anwendung ab)
Durchmesser der Bohrung (d)
- Sehr klein: 0,8 mm - 2,0 mm (Feinfiltration, Ziersiebe)
- Klein/Mittel: 2 mm - 8 mm (Luftstrom, leichte Abschirmung)
- Groß: 8 mm - 25 mm+ (starke Abschirmung, Ästhetik, großflächiger Durchfluss)
Teilung / Abstand von Mitte zu Mitte (p)
- Beschrieben als "p = d + Steg" oder einfach "p = 10 mm" usw. Gemeinsame Richtlinien für das Verhältnis:
- enge Teilung: p ≈ 1,5×d bis 2×d (größere offene Fläche, schwächerer Steg)
- Breite Teilung: p ≥ 2,5×d (stärkerer Steg, geringere offene Fläche)
Muster
- Gerades (quadratisches) Muster: Löcher in Spalten und Reihen - einfacher zu gestalten und zu berechnen.
- Versetztes (dreieckiges) Muster: Reihen versetzt - vergrößert die offene Fläche bei gleichem d und p und verbessert die Steifigkeit in einigen Richtungen.
Offene Fläche (wie transparent das Blatt ist)
- Für ein quadratisches Muster ist die ungefähre offene Fläche (%) = (π × d²) / (4 × p²) × 100.
- Beispiel: d = 5 mm, p = 10 mm → offene Fläche ≈ 19,6%.
- Gestaffelte Muster erhöhen die offene Fläche in der Regel um ~10-20% im Vergleich zu quadratischen Mustern bei gleichem d und p (der genaue Wert hängt von der Geometrie ab).
Toleranzen
- Stanztoleranzen im Allgemeinen ±0,1 mm bis ±0,3 mm je nach Lochgröße und Materialstärke; engere Toleranzen verursachen zusätzliche Kosten.
Typische Veredelungen und Nachbehandlungen
- Oberfläche fräsen - Oberfläche wie gewalzt; wirtschaftlich, für viele industrielle Anwendungen geeignet.
- Gebürstet (Nr. 4) - beliebt für architektonische Paneele mit einem satinierten Aussehen.
- Poliert (Spiegel Nr. 8) - Hochwertige Ästhetik und einfache Reinigung.
- Passivierung - entfernt chemisch freies Eisen und verbessert die Korrosionsbeständigkeit; empfohlen für die meisten rostfreien Teile nach der Herstellung.
- Elektropolieren - glättet Mikrorisse, verbessert die Korrosionsbeständigkeit und die Sauberkeit für den Einsatz im Lebensmittel- und Medizinbereich.
- Kantenbehandlung - Entgraten, gesäumte Kanten oder Kantenfaltung für Sicherheit und Steifigkeit.
Hinweise zur Herstellung (was beeinflusst Vorlaufzeit und Kosten)
- Stanzen vs. Laser - Runde Löcher werden normalerweise durch Stanzen hergestellt (schnell, kostengünstig); Laser/CNC wird für Prototypen oder kleine Mengen mit komplexen Layouts verwendet.
- Werkzeugbau - Standard-Rundstempel sind preiswert; für Sonderdurchmesser oder sehr große Löcher sind möglicherweise spezielle Werkzeuge erforderlich.
- Nesteffizienz und Ertrag - Die Bogenanordnung bestimmt die Materialausnutzung; versetzte Muster können die Ausbeute bei einigen Formaten verbessern.
- Größe der Charge - Die Stückkosten sinken bei größeren Auflagen schnell, da die Werkzeug- und Einrichtungskosten fix sind.
- Zusammenspiel von Dicke und Lochgröße - Mit zunehmender Dicke werden der Butzenauswurf und die Gratkontrolle komplexer; schwerere Dicken können eine größere Stempelkraft und andere Werkzeuge erfordern.
Wie man die richtige Brille auswählt (praktische Checkliste)
- Umwelt - für Innenräume oder für Küstengebiete/Chemikalien? Normalerweise 304; 316 für Chloride/Chemikalien.
- Funktion - Luftstrom, Filterung, Akustik, Dekoration, Trittfläche? Definieren Sie die gewünschte offene Fläche und Lochgröße.
- Mechanischer Bedarf - Welche Spannweite oder Last muss das Blech tragen? Wählen Sie die Dicke und berücksichtigen Sie Versteifungen (Flansche, Falten).
- Ästhetik - gebürstet oder hochglänzend? Gerades oder gestaffeltes Muster? Der Abstand zwischen den Löchern beeinflusst die visuelle Skala.
- Reinigbarkeit - Lebensmittel/Medizintechnik → elektropoliert + Passivierung empfohlen.
- Budget und Vorlaufzeit - Das Stanzen von runden Löchern ist kostengünstig; enge Toleranzen und spezielle Oberflächenbehandlungen erhöhen den Preis.
Muster einer Spezifikationsvorlage (kopieren und anpassen)
Werkstoff: Edelstahl 316L, Blechzustand: geglüht und kaltgewalzt.
Blattgröße: 1250 × 2500 mm, oder auf 610 × 2440 mm geschnitten.
Dicke: 2,0 mm.
Muster: Runde Löcher, gestaffeltes (dreieckiges) Muster.
Durchmesser der Bohrung (d): 5,0 mm. Teilung (p): 10,0 mm (Mitte-zu-Mitte).
Offene Fläche: ca. 19,6% (quadratisches Muster); für gestaffeltes Muster bestätigen.
Oberfläche: Nr. 4 gebürstete Oberfläche, passiviert.
Toleranzen: ±0,15 mm beim Lochdurchmesser; ±1,5 mm bei den Gesamtabmessungen.
Kantenbearbeitung: entgratet und gesäumt an allen Kanten.
Menge: 200 Blatt, Lieferung an [Bestimmungsort], Vorlaufzeit X Wochen.

Gemeinsame Anwendungen und Beispielspezifikationen
- Akustikplatten - kleine Löcher (1-3 mm), hohe offene Fläche auf der Rückseite, dekorative Oberfläche.
- HVAC & Auslässe - mittlere Löcher (3-10 mm), mäßig offener Bereich, in der Regel 304.
- Schutzvorrichtungen und Schutzschirme für Maschinen - größere Löcher für bessere Sichtbarkeit (6-20 mm), dickerer Stahl für mehr Steifigkeit.
- Architektonische Verkleidung und Fassade - unterschiedliche Lochgrößen für visuelle Effekte, 316 in korrosiven Klimazonen, gebürstetes/poliertes Finish.
- Filter und Siebe - sehr spezifische Lochgrößen und Toleranzen; oft in Verbindung mit Stützmatten oder geschweißten Rahmen.
- Lebensmittelverarbeitung - 316, elektropoliert und für die Hygiene passiviert.
Häufig gestellte Fragen
F: Kann perforierter Edelstahl geschweißt werden?
A: Ja - es gelten die üblichen Schweißverfahren. Verwenden Sie einen passenden Schweißzusatz und beachten Sie die Verzugskontrolle; eine Passivierung nach dem Schweißen wird empfohlen.
F: Ist rostfreies Lochblech für den Außeneinsatz geeignet?
A: Ja - 304 ist für die meisten nicht maritimen Außenbereiche geeignet; für den Einsatz am Meer oder bei Chlorideinwirkung sollten Sie 316 wählen.
F: Wie wirkt sich die Lochgröße auf die Festigkeit aus?
A: Größere Löcher oder engere Abstände reduzieren den Reststeg und verringern die Steifigkeit. Wenn die Platte eine Last trägt, erhöhen Sie die Dicke oder fügen Sie eine Versteifung hinzu.
F: Welches Muster ergibt mehr offene Fläche, gerade oder gestaffelt?
A: Gestaffelte (dreieckige) Muster bieten in der Regel eine größere offene Fläche für ein bestimmtes d und p als gerade (quadratische) Muster.











