















Pourquoi les fiches techniques sont importantes (et pourquoi elles sont souvent mal interprétées)
Si vous avez déjà comparé les devis de plusieurs fournisseurs et que vous vous êtes demandé pourquoi "le même"... tôle perforée à trous ronds revient avec des prix ou des délais différents, voire des échantillons différents - neuf fois sur dix, c'est la fiche technique qui est en cause.
Dans la production réelle, de petits détails comme pas du trou, marges de bordureou tempérament du matériau peut modifier le choix des outils, le rendement, la planéité et le comportement de la tôle après le formage. L'objectif de ce guide est simple : aider les nouveaux acheteurs à lire un trou rond tôle perforée et aider les ingénieurs expérimentés à réduire les allers-retours lors des appels d'offres.

Tôles perforées à trous ronds
Tôles perforées sur mesure avec des motifs de trous précis dans divers matériaux : acier inoxydable, aluminium, acier galvanisé, acier au carbone, cuivre, laiton et plastique. Durable et résistant à la corrosion.
Parfait pour les écrans architecturaux, les protections de machines, les panneaux acoustiques et les éléments décoratifs. Prix direct usine avec services de coupe et de pliage. Demandez un devis ou un échantillon dès aujourd'hui.
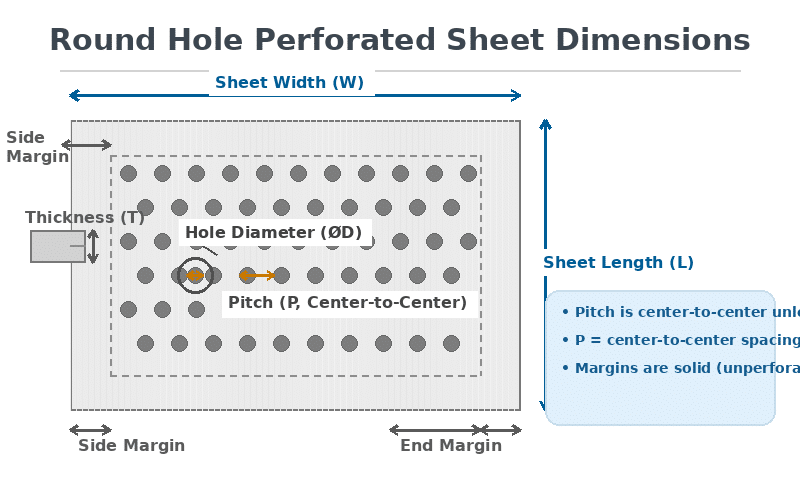
Commencez par la taille de la feuille (largeur × longueur)
La plupart des fiches techniques indiquent taille globale de la feuille d'abord, généralement en tant que :
- Largeur × Longueur (par exemple, 48″ × 96″)
- Parfois écrit comme W × L
- Pour les bobines, vous pouvez voir largeur de la bobine et longueur de la bobine/poids
Ce qu'il faut vérifier
- La taille indiquée correspond-elle à la taille totale de l'ébauche ou le surface perforée effective?
Certains dessins présentent un "champ" perforé à l'intérieur d'une bordure pleine. La feuille peut être de 48″ × 96″, mais le champ perforé peut être plus petit. - La tôle est-elle découpée sur mesure ou fournie dans une dimension standard ?
Les ébauches personnalisées peuvent réduire votre temps de coupe en interne, mais elles exigent également des tolérances et des définitions d'arêtes claires.
Épaisseur : Épaisseur du métal de base par rapport à l'épaisseur "après perforation".
L'épaisseur doit être spécifiée comme suit épaisseur du métal de base (le matériau avant que les trous ne soient percés), généralement en pouces :
- pouces (par exemple, 0,063″)
- millimètres (par exemple, 1,5 mm)
Confusions à éviter
- Le calibre n'est pas universel pour tous les matériaux. Un "16 ga" en acier inoxydable peut différer de l'acier au carbone en fonction de la norme utilisée.
- La perforation peut affecter la perception de la rigidité. Deux feuilles ayant la même épaisseur de base peuvent donner une impression très différente si leur zone ouverte est différent.
Matériau : Spécifiez la qualité, pas seulement le type de métal
"Acier inoxydable"n'est pas assez détaillé pour la fabrication ou la performance. Une bonne spécification appelle :
- Alliage/grade (par exemple, 304, 316)
- Finition (2B, #4 brossé, BA, etc.)
- État/température (recuit, demi-dur, etc. le cas échéant)
L'importance de l'achat
Si votre application concerne la transformation des aliments, l'industrie pharmaceutique, la marine ou l'exposition aux produits chimiques, la différence entre les deux types de produits est évidente. 304 et 316 peut faire la différence entre une longue durée de vie et une corrosion précoce. Pour les acheteurs qui s'approvisionnent en Tôles perforées à trous ronds en acier inoxydableIl convient également de noter que certaines finitions et épaisseurs peuvent avoir une incidence sur la disponibilité et les délais de livraison.
Diamètre du trou : définition de la taille du trou
La taille du trou est généralement la diamètre de chaque trou rondpar exemple :
- Ø0.125″ (diamètre d'un huitième de pouce)
- Ou écrit comme 0.125″ DIA
Notes pratiques de l'atelier
- Le diamètre du trou a une tolérance. Si vous utilisez la feuille pour la filtration, la circulation de l'air ou le dégagement des fixations, ne supposez pas que la taille nominale du trou est exacte.
- Si la taille du trou est proche de l'épaisseur du matériau, les contraintes de fabrication deviennent plus importantes. Une spécification claire permet d'éviter les problèmes de distorsion et de bavure.
Espacement des trous : Le pas (centre à centre) doit être clair comme de l'eau de roche.
Le pas est l'un des éléments les plus mal compris dans les spécifications de la tôle perforée ronde.
Distance centre à centre (l'espacement "réel")
La plupart des spécifications industrielles définissent le pas comme la distance entre le point de départ et le point d'arrivée. centre d'un trou à la centre du trou suivant.
- Pas droit: espacement d'un centre à l'autre dans une grille
- Pas en quinconceespacement d'un centre à l'autre le long des rangées en quinconce
Si une spécification dit 0.187″ pasCela signifie généralement centre à centreet non pas bord à bord.
Espacement d'un bord à l'autre (parfois appelé "bande")
Certains acheteurs pensent que le pitch désigne le "pont" métallique entre les trous. Ce pont est en fait :
- Toile = Pas - Diamètre du trou
Cette dimension est essentielle pour la résistance. Si la feuille doit supporter une charge, résister au bosselage ou rester plate après le poinçonnage, la dimension de l'âme est aussi importante que la taille des trous.

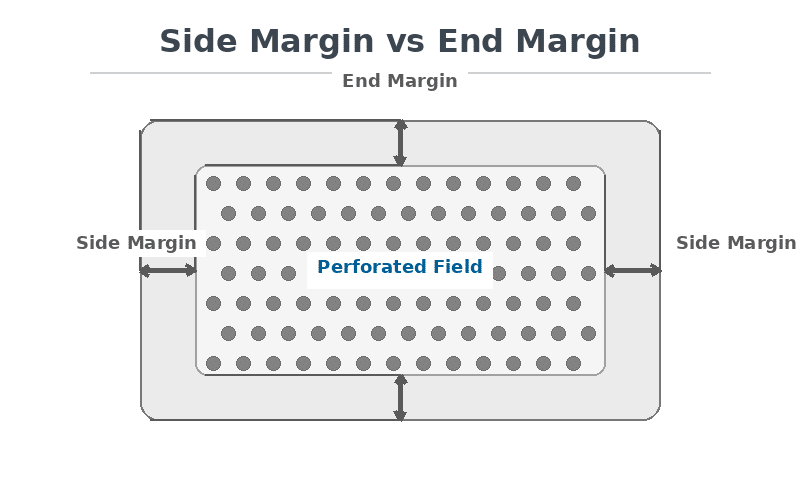
Marges de bordure : Marge latérale et marge finale (à ne pas négliger)
Les tôles perforées à trous ronds ont souvent des bords non perforés. Ces bords ont une incidence sur le montage, l'étanchéité et l'apparence.
Marge latérale ou marge finale
- Marge latéralebande non perforée le long de la largeur bords
- Marge finalebande non perforée le long de la longueur fins
Une spécification complète devrait dire :
- la dimension de la marge (par exemple, 1,00″)
- si des marges sont exigées sur les tous les côtés ou seulement les bords sélectionnés
- si le motif de la perforation est centré ou biaisé d'un côté
Pourquoi les marges affectent-elles le coût et la facilité d'utilisation ?
Les marges peuvent réduire la surface ouverte et modifier le nombre de feuilles à emboîter lors de la production. Du côté de l'application, les marges peuvent rendre l'installation plus propre, en particulier pour les panneaux architecturaux, les protections et les boîtiers.
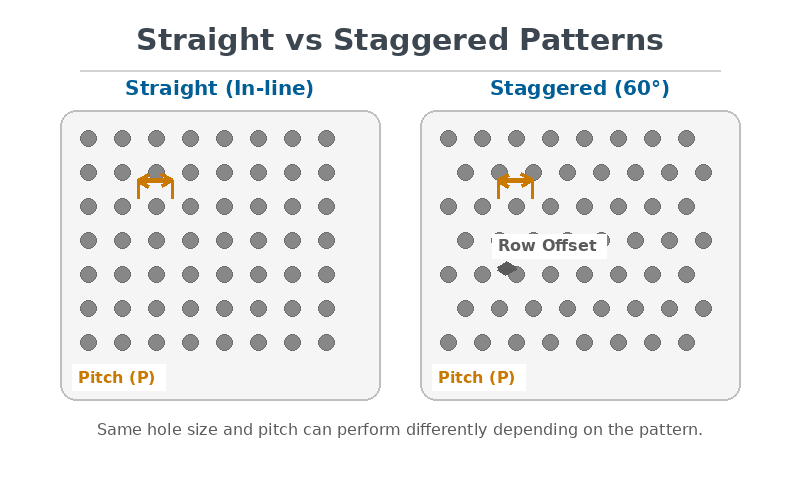
Disposition des motifs : Droit ou décalé (et pourquoi les ingénieurs choisissent l'un ou l'autre)
Deux arrangements courants apparaissent sur les fiches techniques :
Modèle de ligne droite (en ligne)
Les trous sont alignés en lignes et en colonnes. Cette fonction est souvent utilisée dans les cas suivants
- l'alignement est important sur le plan visuel
- des lignes de soutien cohérentes sont nécessaires
- les pièces seront découpées au laser autour du modèle
Modèle en quinconce (60° ou disposition triangulaire)
Les trous sont décalés d'une rangée à l'autre. Cette méthode est populaire parce qu'elle permet d'obtenir :
- plus grande surface ouverte pour la circulation de l'air
- une meilleure distribution
- un équilibre différent entre la force et l'ouverture
Si votre dessin indique "en quinconce", il doit toujours spécifier clairement l'inclinaison. L'expression "en quinconce" sans l'indication de l'espacement est une recette pour des attentes non concordantes.
Espace ouvert : Le nombre qui relie la performance au coût
La surface ouverte est le pourcentage de la feuille qui est "aérée" en raison de la perforation. Elle entraîne :
- performances en matière de flux d'air et de ventilation
- comportement acoustique
- débit de filtration
- réduction du poids
- parfois même le coût de la finition (couverture de la peinture en poudre et drainage)
Si votre projet dépend des performances (CFM visés, absorption acoustique, perte de charge), demandez la surface ouverte - ou calculez-la à partir de la taille des trous et de l'inclinaison.

Tolérances, planéité et direction des bavures (les éléments qui causent les retouches)
De nombreuses fiches techniques s'arrêtent à la taille et au pas des trous, mais les appels d'offres professionnels tiennent compte des réalités de la fabrication :
Tolérances
- tolérance du diamètre du trou
- tolérance du pas
- tolérance de la taille de la feuille
- tolérance d'épaisseur (les tolérances d'usinage varient en fonction de l'alliage et du fournisseur)
Direction de la bavure
La perforation crée une légère bavure du côté de la sortie du poinçon. Si vous manipulez la feuille, si vous la laminez ou si vous l'utilisez comme surface architecturale visible, précisez-le :
- côté bavure préférence
- besoin d'ébarbage (si nécessaire)
Planéité et nivellement
La perforation introduit des contraintes. Si vous avez besoin d'une planéité serrée pour la découpe au laser, l'encadrement ou les panneaux cosmétiques, notez d'emblée les attentes en matière de planéité.
Une liste de contrôle rapide des fiches techniques pour les nouveaux acheteurs
Avant d'envoyer un appel d'offres, confirmez que vos spécifications comprennent :
- Taille de la feuille (L × L) et s'il s'agit d'un format global ou d'un champ perforé
- Épaisseur du métal de base (po ou mm)
- Qualité du matériau + finition
- Diamètre du trou (Ø)
- Définition du pas (centre à centre)
- Type de motif (droit ou décalé)
- Marges de bordure (latérales et finales, avec dimensions)
- Objectif en matière de surface ouverte (s'il s'agit d'un objectif de performance)
- Tolérances et exigences éventuelles en matière de bavures/ébavurage

Dernier conseil : En cas de doute, utilisez un format d'appel simple
Si vous souhaitez une méthode propre et universellement comprise pour rédiger une spécification de perforation ronde, un format pratique se présente comme suit :
- Matériau / qualité / finition
- Épaisseur
- Trou Ø
- Pas (centre à centre) + motif (droit ou décalé)
- Taille de la feuille
- Marges (latérales/finales)
- Tolérances / exigences secondaires
Il ne s'agit pas d'allonger le document, mais de le rendre sans ambiguïté. Des spécifications claires protègent votre calendrier, votre budget et votre crédibilité auprès des équipes de production.











