















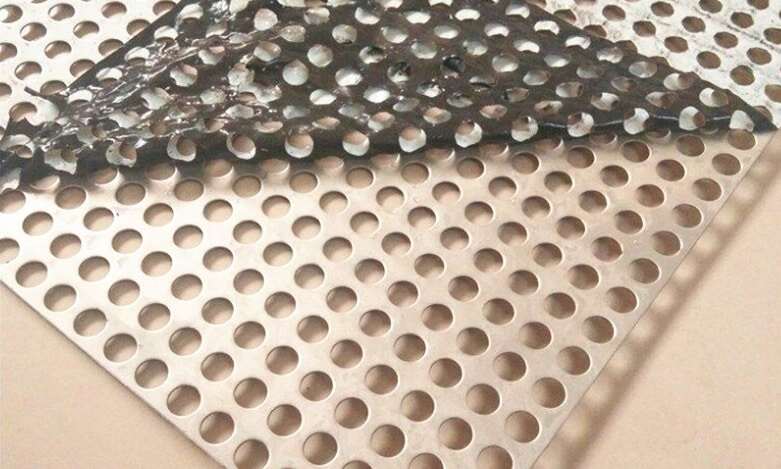
5052合金は、メーカーや設計者が耐食性、延性、適度な強度のバランスを必要とする場合によく選択されます。この材料がパンチング製品として供給される場合、機械的挙動はソリッドシートストックと比較して変化します。この記事では、5052合金に期待される性能上の懸念を比較します。 5052 パンチングアルミニウム板 典型的な製造と設計のシナリオで、厚さ、穴パターン、成形ストラテジーを選択するための実践的な示唆を与える。
強さ:穿孔後に何が変わるか
ミシン目によって正味の断面積が減少し、穴の縁に応力が集中するため、ミシン目の公称強度が低下する。 5052 パンチングアルミニウム板 は固体の同じ合金より低い。しかしながら、この合金の有利な強度対重量比と耐腐食性は、重量や腐食が制限要因である場合に、依然として魅力的な選択肢となる。
実践的なポイント
- 使用中の荷重が大きい場合は、厚さを少し厚くするか、ピッチを詰める。
- 穴の形状を考慮する:丸穴は一般に、一軸荷重下では細長いスロットよりも引張面積を多く保つ。
- より高い静的強度を必要とする用途には、次のような当社製品オプションと比較してください。 ステンレス鋼パンチングメタルプレート そして 炭素鋼パンチングメタルプレート トレードオフを評価する。
成形性と曲げ加工
5052の主な利点の一つは、多くの高強度アルミニウム合金と比較して、優れた延性と成形性です。打ち抜きまたはレーザーカット 5052 パンチングアルミニウム板成形性は良好だが、金型と曲げ代に注意が必要:
- ひび割れを防ぐため、穴の列の近くでは曲げ半径を大きくする。
- 穴の列に対して曲げの方向を決める:穴の開いていない材料の短いスパンを横切って曲げると、穴の密集したフィールドを通って曲げるよりも良い結果が得られます。
- 深絞りや複雑な成形の場合、微細ミシン目パターンは大穴パターンとは異なる挙動を示し、より微細なミシン目がシートの連続性を維持するのに役立ちます。当社の マイクロパンチングメタルプレート 成形を必要とする音響/換気設計用。

パーフォレーションの製造上の注意点
穿孔方法(メカニカルパンチとレーザー/ニブリング)は、エッジの品質と残留応力に影響する。以下はその例です。 5052 パンチングアルミニウム板:
- メカニカル・パンチは、標準的なパターンと厚いゲージでは経済的だが、小さな硬化エッジ・ゾーンができる。
- レーザー/レーザーカットによるミシン目加工は、よりきれいな穴を開け、薄いゲージやステンレス仕上げに適している。
- バリ取りと不動態化処理は、腐食に敏感な用途に重要です。最終的な用途に応じて、バリ取り、陽極酸化処理、または塗装仕上げを提供することができます。
製品ページへのリンク:視覚的な一貫性を保つために丸い穴を好む場合は、以下を参照してください。 丸穴パンチングメタルプレート装飾や大流量が必要な場合は、次のように検討する。 六角穴あき金属板 または スロット穴あき金属板.
代表的な用途と選択のヒント
その特性のバランスの良さからだ、 5052 パンチングアルミニウム板 が適している:
- 建築ファサードおよびサンシェード(軽量、耐腐食性)。
- 換気グリルおよびフィルター(成形性に優れ、マイクロ穿孔が可能)。
- 腐食性能が重要な舶用および沿岸機器。
セレクション・チェックリスト
- 必要な定義 オープンエリア (ミシン目の割合)、そして局部応力が許容範囲に収まるような厚さ/パターンを選択する。
- 重要な成形部品を試作し、曲げ挙動を検証する。
- 陽極酸化処理、粉体塗装、不動態化処理によって性能と外観が変わります。

結論と次のステップ
要約すると 5052 パンチングアルミニウム板 は、耐食性と成形性の強力な組み合わせを提供しますが、穿孔は公称強度を低下させるため、設計と金型に慎重な配慮が必要です。特注サイズ、穴の種類、仕上げについては、1個から大量注文まで対応します。 info@perfsheet.com サンプル、技術的な図面、またはテストのガイダンスについては、こちらをご覧ください。また、以下の関連製品もご覧いただけます。 アルミ多孔板, 穴あき安全グレーチングそして マイクロパンチングメタルプレート を選択する。











