















Varför upphandlingsteam väljer en metod som utgår från specifikationerna
Som metallingenjör och B2B sourcing-specialist med 20 års erfarenhet har jag sett samma upphandlingsproblem upprepas: vaga RFQ:er, felaktiga offerter, fel toleranser och leveranser som inte passar det löpande bandet. Det snabbaste sättet att få korrekt prissättning och en pålitlig ledtid för Stansade paneler med runda hål efter mått är att tillhandahålla tydliga specifikationer på ingenjörsnivå redan från början. Den här guiden guidar inköpscheferna genom de exakta artiklar som tillverkarna behöver - vilket minimerar fram- och återkoppling och sänker den totala landningskostnaden.

Perforerade metallplåtar med runda hål
Kundanpassade perforerade plåtar med exakta hålmönster i olika material: rostfritt stål, aluminium, galvaniserat stål, kolstål, koppar, mässing och plast. Hållbara och korrosionsbeständiga.
Perfekt för arkitektoniska skärmar, maskinskydd, akustiska paneler och dekorativa element. Fabriksdirekt prissättning med tjänster för kapning/bockning. Begär offert eller prov idag.
Steg 1 - Definiera den kritiska geometrin: håldiameter, delning och mönster
Håldiameter (vad ska anges)
- Ange den nominella håldiametern och den erforderliga toleransen (t.ex. 6,00 mm ±0,05 mm).
- Ange om hålen är avgradade eller om en viss kantfinish krävs.
Höjd och mönster (kvadratiskt eller förskjutet)
- Ange centrum-till-centrum-avstånd (t.ex. 10,00 mm).
- Ange om layouten ska vara kvadratisk (rader/kolumner i linje) eller förskjuten/hexagonal (högre öppet område för samma tonhöjd).
- Om du behöver en viss procentandel öppen yta för ventilation eller akustik, säg det - tillverkarna kommer att välja kombinationer av tonhöjd och mönster för att nå det målet.
Exempel: hur öppen yta beräknas (transparent matematik för offerering)
Om du begär ett mål för öppen yta är det bra att visa säljaren en referensberäkning. För ett runt hål, en fyrkantig pitch:
- Håldiameter d=6,00d = 6,00d=6,00 mm → radie r=d/2=3,00r = d/2 = 3,00r=d/2=3,00 mm.
- Area per hål =π×r2=π×3,002= \pi \times r^2 = \pi \times 3,00^2=π×r2=π×3,002.
- Steg: 3,002=9,003,00^2 = 9,003,002=9,00.
- Steg: π×9,00=3,14159265×9,00=28,27433385\pi \ gånger 9,00 = 3,14159265 \ gånger 9,00 = 28,27433385π×9,00=3,14159265×9,00=28,27433385 mm².
- Rasteryta (kvadrat) =10,00×10,00=100,00= 10,00 \ gånger 10,00 = 100,00=10,00×10,00=100,00 mm².
- Öppen yta =28,27433385/100,00=0,2827433385= 28,27433385 / 100,00 = 0,2827433385=28,27433385/100,00=0,2827433385 →. 28.27% öppet område.
Att ge ett sådant här exempel sparar tid och minskar risken för gissningar.
Steg 2 - Material, tjocklek och mekaniska begränsningar
Val av material
- Ange legering/kvalitet (t.ex. rostfritt stål 304, kallvalsat kolstål, aluminium 5052).
- Ange miljöfaktorer (korrosiv miljö, marin exponering, kontakt med livsmedel) så att säljaren kan rekommendera rätt kvalitet och ytbehandling.
Hänsyn till tjocklek och böjning
- Ange färdig tjocklek och eventuella krav på formning/bockning. Stansning och formning samverkar: tjockare mått kan behöva sekundär hantering eller andra verktyg.
- Om panelerna ska svetsas eller målas efter stansningen, ange dessa efterföljande processer.
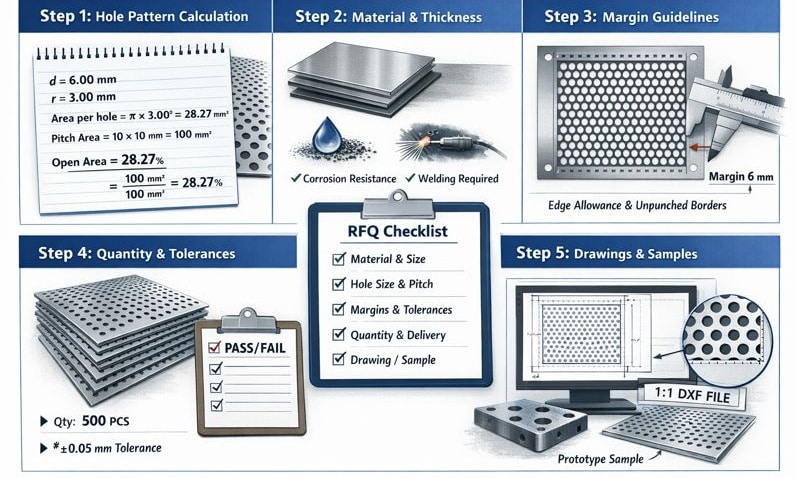
Steg 3 - Marginaler, kanttillägg och användbar yta
Rekommenderad marginalprognos
- Leverantörerna behöver en tydlig marginal (ostansad kant) för att montera panelen och förhindra att den rivs ut under formningen. En pragmatisk regel: lämna en minsta ostansad marginal som är lika med det största av (A) dubbelt så stor materialtjocklek eller (B) 3-5 mm, beroende på mätare och hålstorlek. Ange ditt absoluta minimikrav i RFQ:n.
- Om du kräver perforering ända ut till kanten, notera eventuella efterföljande trimningsåtgärder eller sekundära åtgärder.
Steg 4 - Antal, toleranser och acceptanskriterier
- Ange orderkvantitet (totalt antal bitar och batchstorlekar). Många leverantörer har lägre priser vid högre volymer eftersom verktygs- och matrisförslitningen ökar.
- Ange dimensionstoleranser, acceptabel gradstorlek och om provtagning är acceptabel (t.ex. inspektion av första artikeln + provtagning av partiet).
- Inkludera kriterier för godkänd/underkänd (t.ex. "inte mer än 1% hål utanför tolerans per panel").
Steg 5 - Ritningar, filer och provförfrågningar
- Bifoga en tydlig mekanisk ritning (helst 2D DXF), materialspecifikation och instruktioner för ytbehandling. Om möjligt, bifoga en 1:1 PDF med en hålmönsterdetalj och koordinatsatt ursprung.
- Reservera en post för ett fysiskt prov/prototyp om detaljen är precisionskritisk.
Checklista för RFQ - vad ska ingå (använd den som copy-paste i e-postmeddelanden)
- Artikelnamn / internt artikelnummer
- Material och kvalitet (t.ex. 304 SS, 1,2 mm)
- Färdiga mått (längd × bredd × tjocklek)
- Håldiameter och tolerans (t.ex. Ø6,00 mm ±0,1 mm)
- Delningsmönster och centrum-till-centrum (t.ex. kvadratisk delning, 10,00 mm)
- Kantmarginal (minsta operforerade marginal)
- Krav på ytbehandling (gradning, passivering, målning, zinkbeläggning)
- Kvantitet och önskad leveransplan
- Ritning/DXF/PDF bifogas och eventuella PMI-anteckningar
- Inspektionskrav (FAI, Cpk, provtagning)
- Krav på förpackning och frakt, incoterm (EXW, FOB, DDP)
Kostnadsdrivande faktorer - vad påverkar pris och ledtid
- Hålstorlek kontra materialtjocklek: mycket små hål i tjock plåt kan kräva specialverktyg och öka kostnaden.
- Öppen yta och mönsterkomplexitet: mycket stor öppen yta minskar plåtstyrkan och kan öka hanteringskostnaderna.
- Sekundära operationer (formning, svetsning, beläggning) ger mer tid och kostnader - ange dem separat.
- Prov-/prototypkörningar och snäva toleranser ökar ledtiden och engångskostnaderna för verktyg.
Förslag på kvalitetssäkring och tester på plats
- Be om materialcertifikat (t.ex. EN 10204 2.1/3.1) när spårbarhet av legeringar krävs.
- Begär en inspektionsrapport för första artikeln med uppgifter om uppmätt hålstorlek, stigning och planhet.
- För beställningar av stora volymer ska en överenskommen provtagningsplan fastställas (t.ex. ANSI/ASQ Z1.4 eller motsvarande).
Anvisningar för logistik, förpackning och installation
- Ange hur skivorna ska packas för att undvika nötning eller deformation (t.ex. i lager med skyddsfilm, trälådor för export).
- Ange monteringsdetaljer om panelerna är en del av en enhet - leverantörer kan lägga till efterbehandlingar som gängade hål eller stansade flikar för att matcha dina fixturer.











