















採購團隊為何選擇規格第一的方法
身為一位擁有 20 年經驗的工業金屬工程師與 B2B 採購專家,我見過相同的採購問題重複發生:含糊不清的 RFQ、不確定的報價、錯誤的公差,以及無法配合組裝線的出貨。最快獲得準確報價和可靠交貨期的方法是 自訂圓孔打孔面板 是要事先提供清楚的工程師級規格。本指南可協助採購經理瞭解製造商所需的確實項目 - 盡量減少反覆溝通的情況,並降低總落地成本。

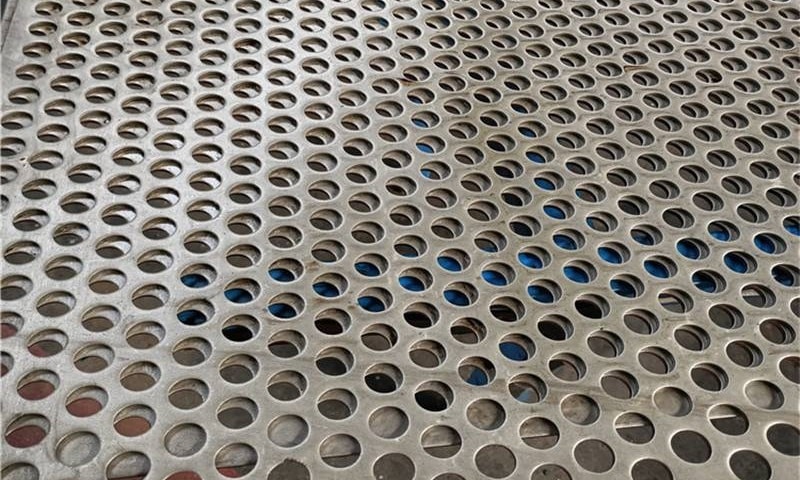
圓孔沖孔金屬板
客製化穿孔金屬片,具有精確的孔型,材質包括:不銹鋼、鋁、鍍鋅鋼、碳鋼、銅、黃銅及塑膠。耐用、耐腐蝕。
適用於建築屏風、機械護罩、隔音板和裝飾元素。工廠直銷價格,提供切割/彎曲服務。立即索取報價或樣品。
步驟 1 - 定義關鍵幾何形狀:孔直徑、間距和樣式
孔徑(提供的內容)
- 提供公稱孔直徑和所需的公差(例如:6.00 mm ±0.05 mm)。
- 說明孔洞是否需要去毛邊,或是否需要特定的邊緣處理。
間距與樣式(方形與交錯式)
- 提供中心對中心間距(例如 10.00 mm)。
- 指定版面是正方形(行/列對齊)或交錯/六角形(較高的行/列)。 空地 相同音高)。
- 如果您需要特定的開放面積百分比以達到通風或隔音效果,請說明 - 製造商會選擇節距/花紋組合來達到目標。
範例:開放面積的計算方式(報價用的透明算術)
如果您要求一個開放區域目標,向供應商展示一個參考計算會有幫助。對於圓孔,方形間距:
- 孔徑 d=6.00d = 6.00d=6.00 mm → 半徑 r=d/2=3.00r = d/2 = 3.00r=d/2=3.00 mm。
- 每個孔的面積 =π×r2=π×3.002= \pi \times r^2 = \pi \times 3.00^2=π×r2=π×3.002.
- 步驟:3.002=9.003.00^2=9.003.002=9.00。
- 步驟: π×9.00=3.14159265×9.00=28.27433385\pi \times 9.00 = 3.14159265 \times 9.00 = 28.27433385π×9.00=3.14159265×9.00=28.27433385 mm²。
- 間距面積 (平方) =10.00×10.00=100.00= 10.00 \times 10.00 = 100.00=10.00×10.00=100.00 mm²。
- 開放區域 =28.27433385/100.00=0.2827433385= 28.27433385 / 100.00 = 0.2827433385=28.27433385/100.00=0.2827433385 → 開放區域 =28.27433385/100.00= 0.2827433385 28.27% 開放區域。
提供這樣一個實例可以節省時間並減少猜測。
步驟 2 - 材料、厚度和機械限制
材料選擇
- 指定合金/等級(例如 304 不銹鋼、冷軋碳鋼、5052 鋁)。
- 說明環境驅動因素(腐蝕性環境、海洋曝露、食品接觸),以便供應商能夠推薦合適的等級和表面處理。
厚度與彎曲考量
- 提供成品厚度和任何成型/彎曲要求。沖壓與成型互動:較厚的規格可能需要二次處理或不同的工具。
- 如果面板在沖孔後需要焊接或上漆,請指定這些下游製程。
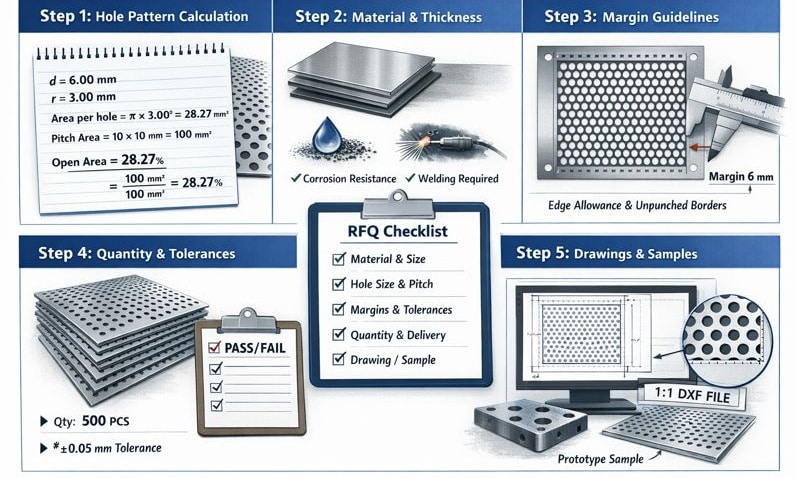
步驟 3 - 邊界、邊距和可用面積
建議保證金指南
- 供應商需要一個清晰的邊緣(未穿孔邊緣)來安裝面板,並防止在成型過程中撕裂。一個實用的規則:留出最小的未沖孔邊緣,相等於以下兩者中的較大者 (A) 材料厚度的兩倍 或 (B) 3-5 mm,視規格和孔尺寸而定。請在 RFQ 中註明您的絕對最低要求。
- 如果您需要全邊打孔至邊緣,請注意任何下游修邊或二次加工。
步驟 4 - 數量、公差和驗收標準
- 說明訂購數量(總件數和批量大小)。許多供應商在批量較大時價格會較低,因為工具和模具的磨損程度會逐漸增加。
- 提供尺寸公差、可接受的毛邊尺寸,以及是否可接受抽樣檢驗(例如:第 1 件檢驗 + 批次抽樣檢驗)。
- 包括合格/不合格標準(例如,「每個面板上超出公差的孔洞不得超過 1%」)。
步驟 5 - 繪圖、檔案和樣品需求
- 提供清晰的機械圖紙(最好是 2D DXF)、材料規格和加工說明。如有可能,請附上 1:1 PDF 格式的孔型細節和坐標原點。
- 如果零件是精密的關鍵零件,請預留一個產品線項目做為實體樣品/原型。
RFQ 核對清單 - 包含哪些內容(將此複製貼入電子郵件中)
- 零件名稱 / 內部零件號碼
- 材料和等級(例如 304 SS,1.2 mm)
- 完成尺寸(長 × 寬 × 厚)
- 孔徑及公差(例如:Ø6.00 mm ±0.1 mm)
- 間距模式和中心對中心(例如,方形間距,10.00 mm)
- 邊緣邊距(最小未打孔邊距)
- 表面處理要求(去毛刺、鈍化、塗漆、鍍鋅)
- 數量和所需的交貨時間表
- 附上圖紙/DXF/PDF 和任何 PMI 註釋
- 檢驗要求(FAI、Cpk、取樣)
- 包裝和運送要求,incoterm (EXW, FOB, DDP)
成本驅動因素 - 影響價格和交貨期的因素
- 孔的大小與材料厚度的關係:在厚板上開非常小的孔可能需要特殊的工具,並增加成本。
- 開放面積及圖案複雜性:極高的開放面積會降低板材強度,並增加處理成本。
- 二次加工(成型、焊接、塗層)會增加時間和成本 - 請分別列出。
- 樣品/原型運轉和嚴格的公差增加了前置時間和一次性模具費用。
品質保證和現場測試建議
- 需要合金追溯性時,要求提供材料證書(例如 EN 10204 2.1/3.1)。
- 請求一份包含測量孔尺寸、間距和平面度資料的首件檢驗報告。
- 對於大批量訂單,應定義協定的抽樣計劃(例如 ANSI/ASQ Z1.4 或同等標準)。
物流、包裝及安裝注意事項
- 說明面板應如何包裝,以避免磨損或變形(例如,使用保護膜分層包裝,出口時使用木箱包裝)。
- 如果面板是組裝的一部分,請提供安裝細節 - 供應商可以增加精加工操作,例如攻孔或打孔片,以配合您的固定裝置。











